- Posts: 117
- Thank you received: 123

ACMOC Membership Benefits
- FREE quarterly magazine filled with content about antique Caterpillar machines
- FREE classified listings
- ACMOC store discounts and specials
- Full Bulletin Board Access
- Marketplace (For Sale/Wanted)
- Technical Library
- Post attachments
$44 /year ELECTRONIC
$60 /year USA
$77 /year International
- Forum
- Antique Caterpillar Machinery Owners Club
- DISCUSSION
- CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
1 year 5 months ago #250331
by Catman
CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects



If Any ACMOC Member.s... Needs any Cat-Cave Parts .. Send a message back to myself.. Plentry on Stock To SHIP Out from Cat-CAVE HQ !..
CATMAN BUSY HAS CAN BEE ATM.. Helping BEST I CAN .. .
Doing My BEST to Help ACMOC Members with Cat-Cave Parts ATM.
CM
If Any ACMOC Member.s... Needs any Cat-Cave Parts .. Send a message back to myself.. Plentry on Stock To SHIP Out from Cat-CAVE HQ !..
CATMAN BUSY HAS CAN BEE ATM.. Helping BEST I CAN .. .
Doing My BEST to Help ACMOC Members with Cat-Cave Parts ATM.
CM
Attachments:
The following user(s) said Thank You: steeltracs
Please Log in or Create an account to join the conversation.

1 year 5 months ago #250335
by Rome K/G
Replied by Rome K/G on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
Wow! You men are Masters!
Please Log in or Create an account to join the conversation.
- trainzkid88
-

- Offline
- Platinum Boarder
- Member
Less
More
- Posts: 2163
- Thank you received: 810
1 year 5 months ago #250338
by trainzkid88
Replied by trainzkid88 on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
casting your self or getting them done? thats the expensive and difficult bit is making the patterns for the moulds.
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250342
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
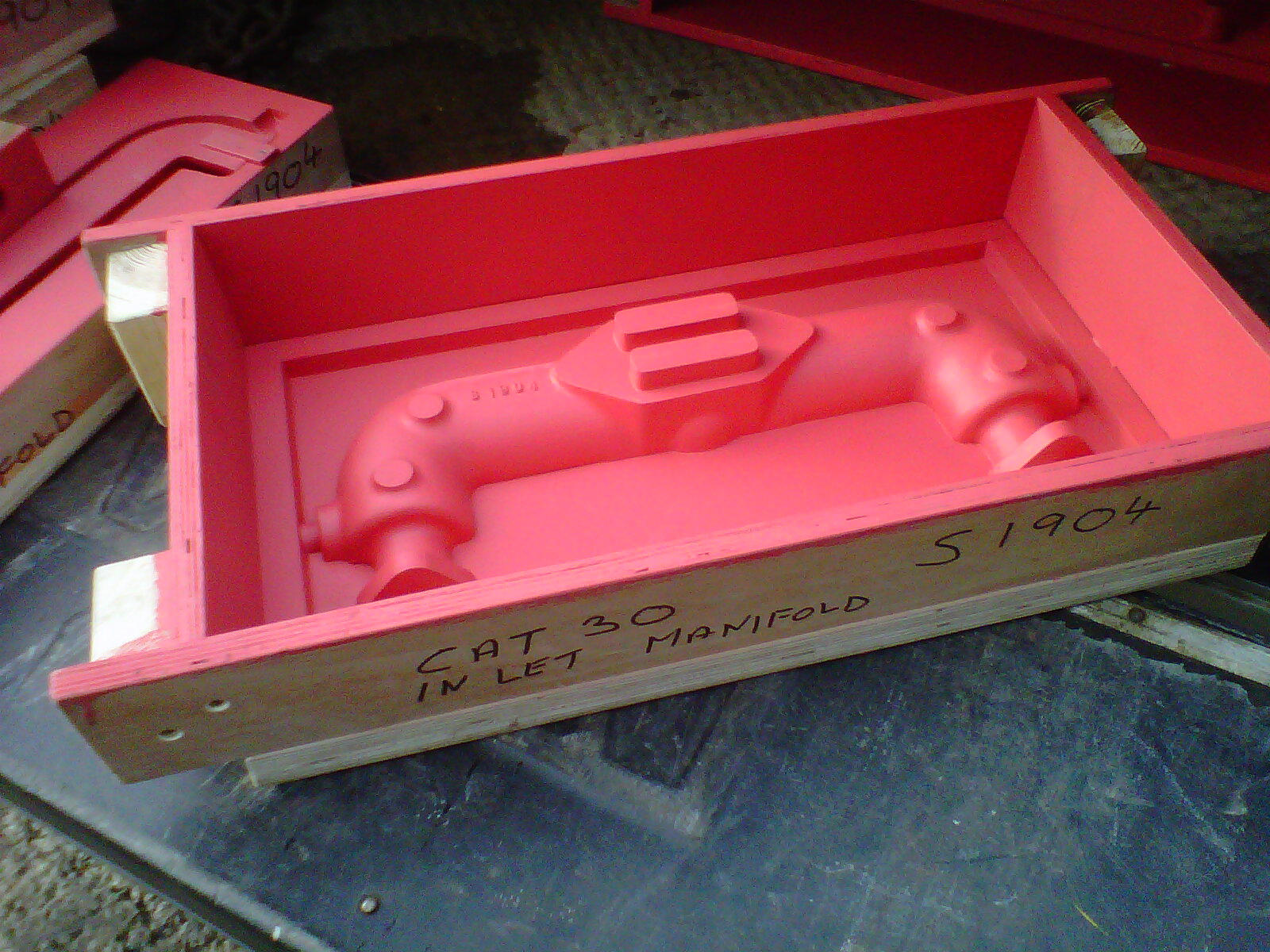
We made our Own New Patterns to Blue Prints. Then Myself in the foundry. Making Cores and Moulding and Assembly Including lots of drilling to vent etc.
Making the Patterns is the EASY part. Trying to get the Hot Metal to RUN and fill the Double Cored Area is the HARD Part. Down to Critical TEMP of Metal and Pre Heat Burn Out of the Mould before the Pour. using a chimney system to help DRAWN the Hot Metal.
CM



Making the Patterns is the EASY part. Trying to get the Hot Metal to RUN and fill the Double Cored Area is the HARD Part. Down to Critical TEMP of Metal and Pre Heat Burn Out of the Mould before the Pour. using a chimney system to help DRAWN the Hot Metal.
CM
Attachments:
The following user(s) said Thank You: steeltracs
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250343
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
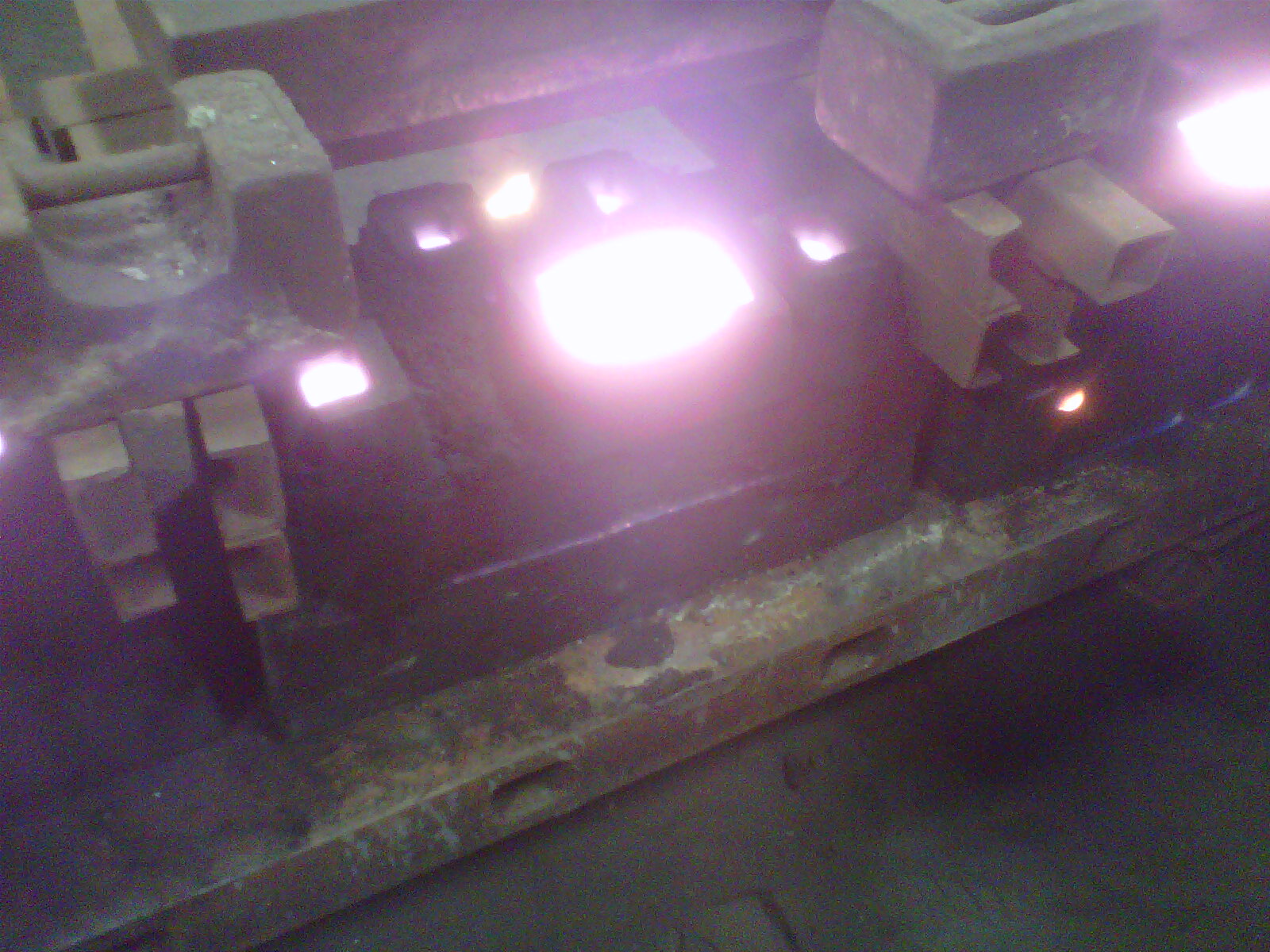
Myself. at work in the Sand Pit. Apologies for Photo Imagine Quality. But Bear in mind after spending 8 hours working inside this Environment. A Good shower is needed.
CM



CM
Attachments:
The following user(s) said Thank You: steeltracs
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250344
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
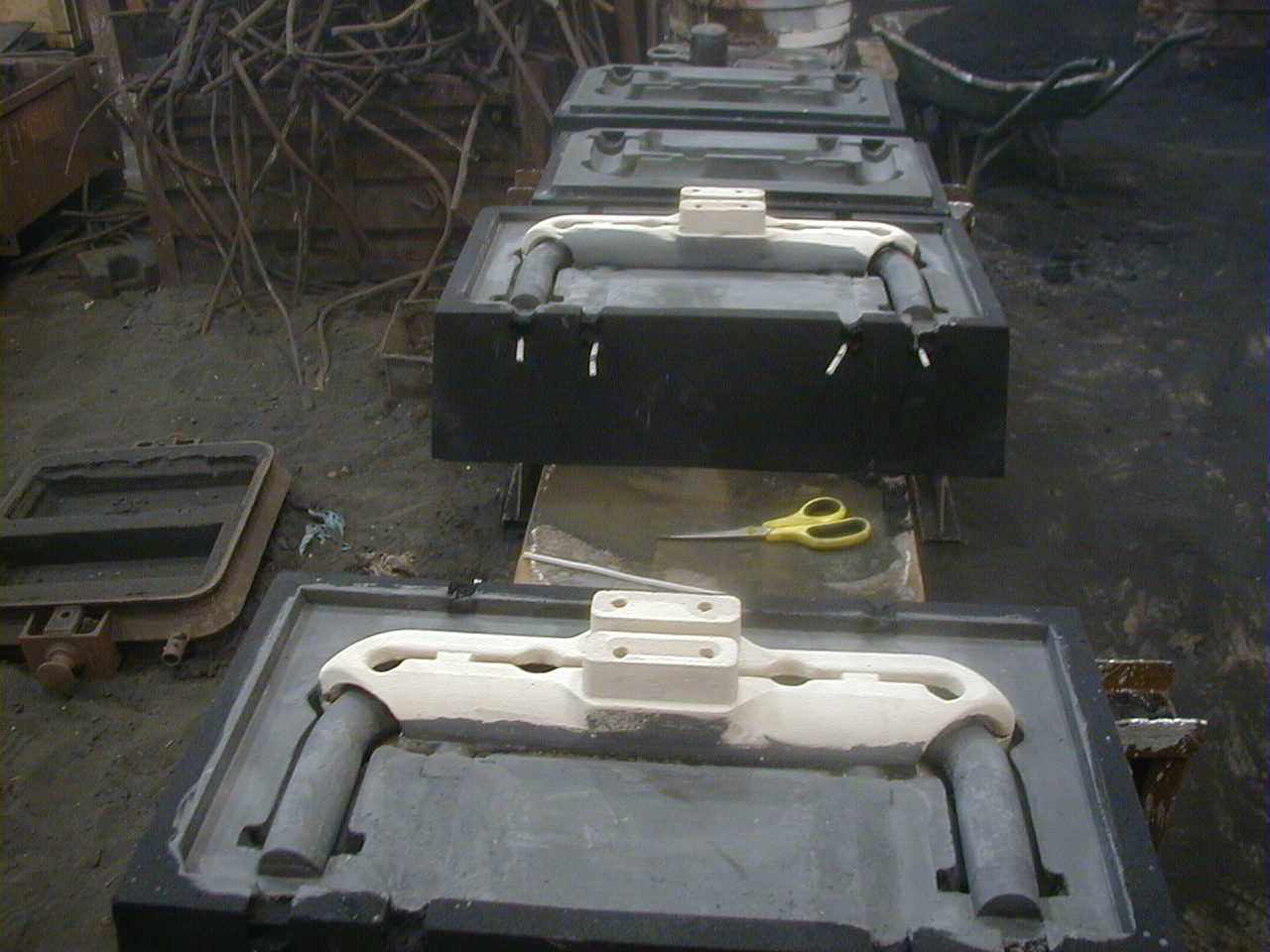
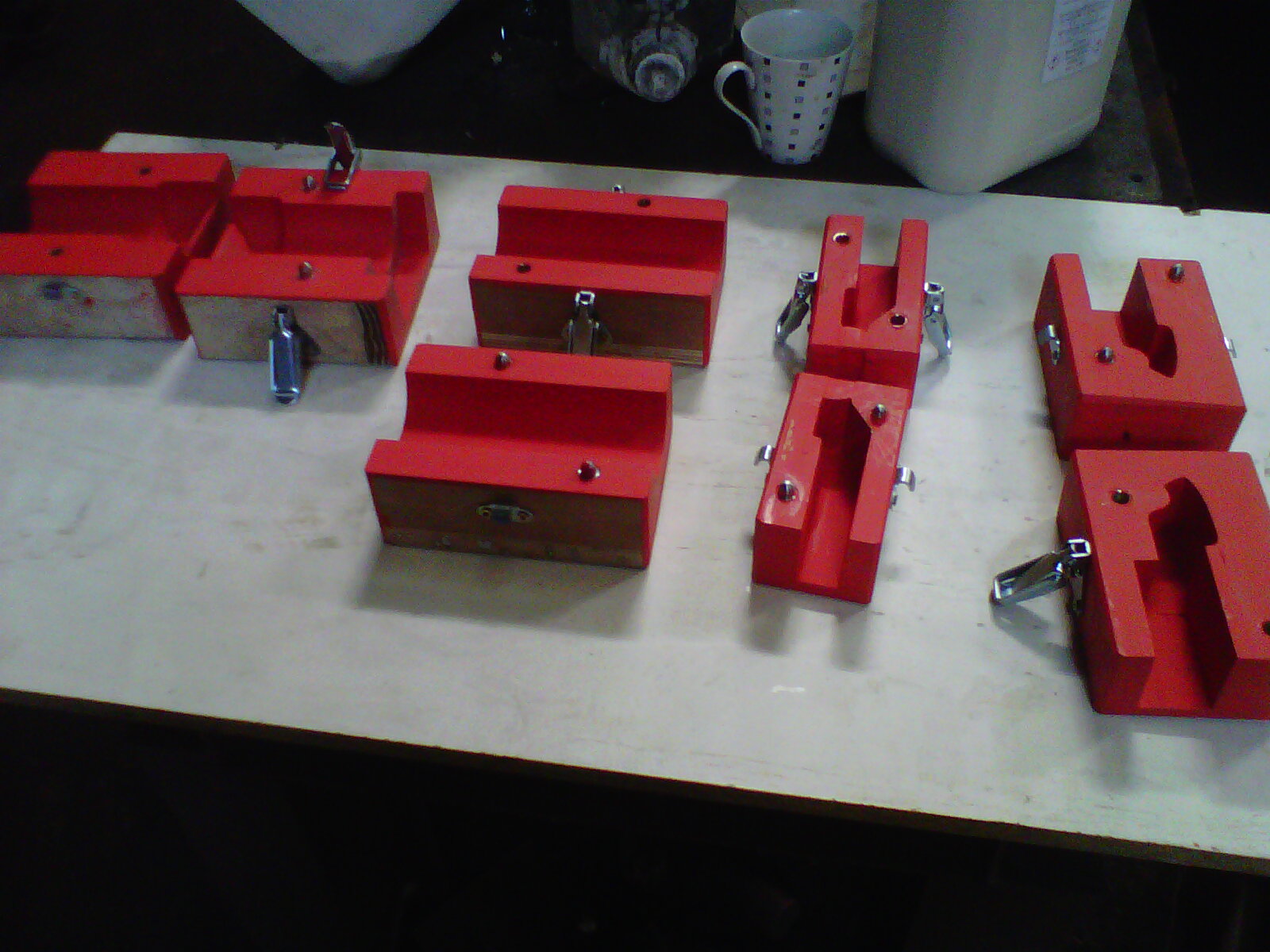
Those Photos above are for CAT 20 L / 20 PL.Inlet Manifold.
These Photos below show the CAT GAS 35 Inlet Manifold being Assembled.
CM


These Photos below show the CAT GAS 35 Inlet Manifold being Assembled.
CM
Attachments:
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250345
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
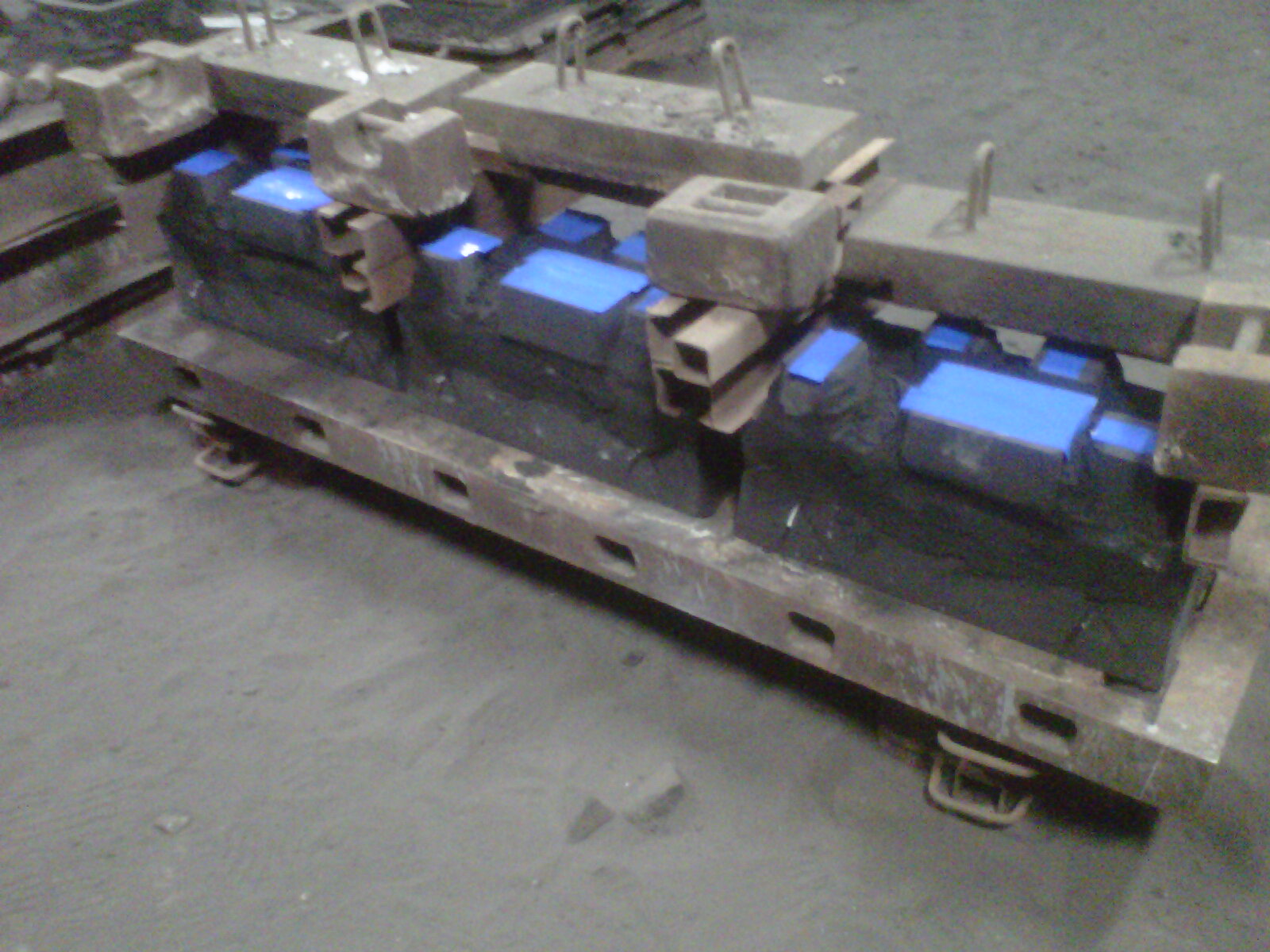
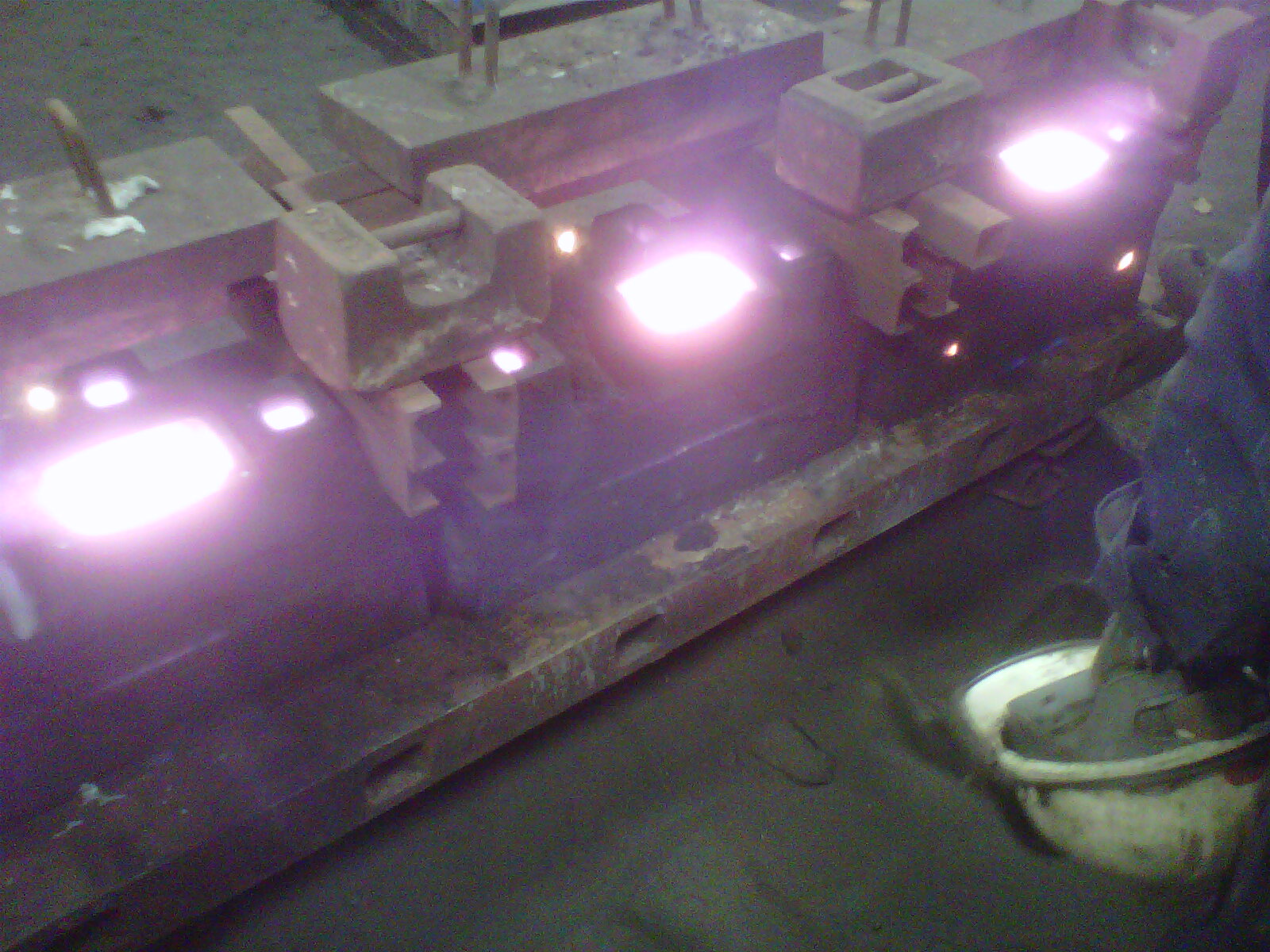
Need to Add Weight on Top of the Moulds to Stop the Hot metal from Lifting the Top Half.
CM


CM
Attachments:
The following user(s) said Thank You: steeltracs
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250347
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
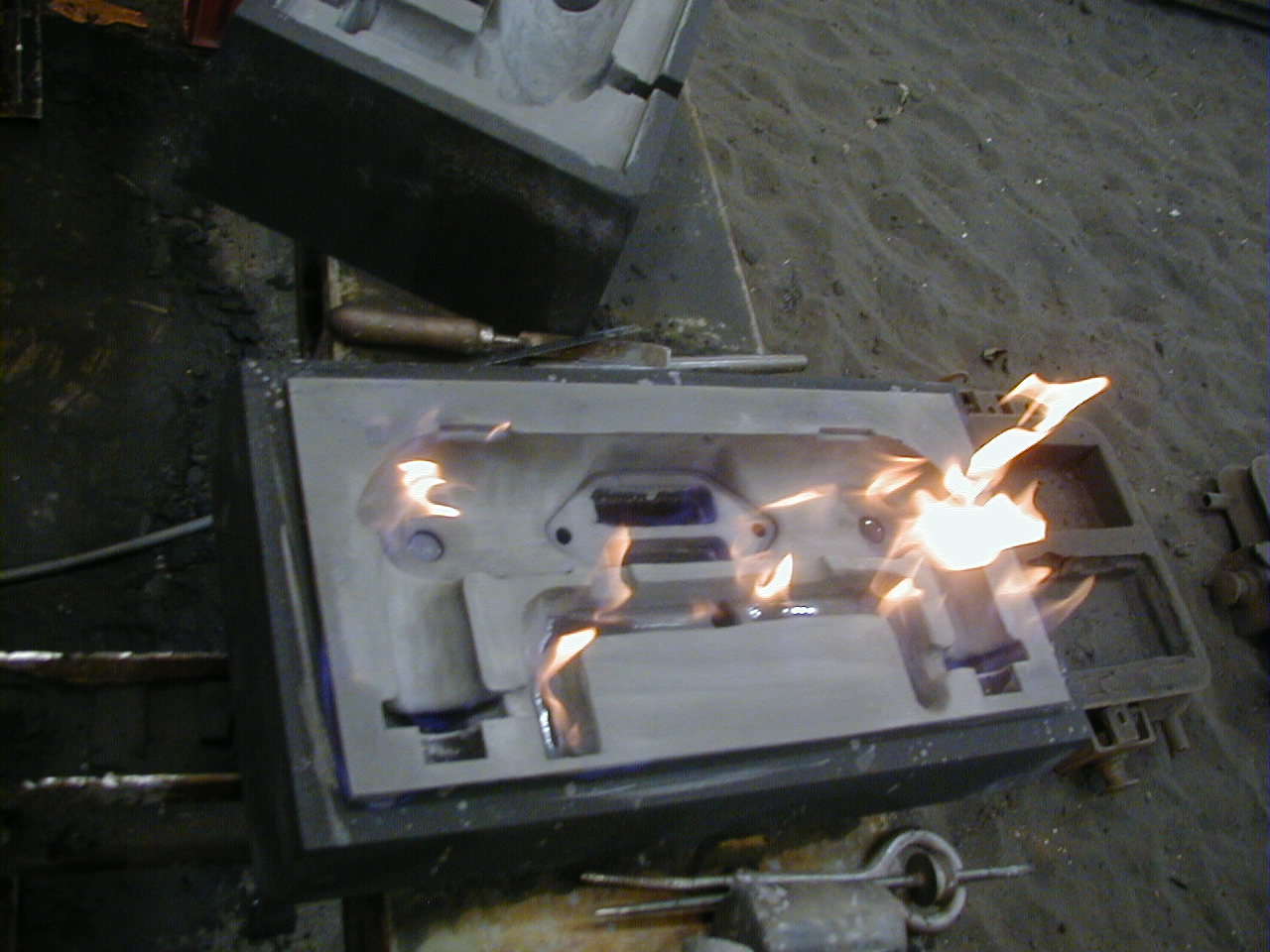
In the Photo above, Thats Myself using a wooden stick after pouring Spirt down the Vents and Igniting them with my stick on fire . Note at Arms length. Thats as Close to molten metal you will find me.With One Ton of Molten Iron in that Crucible hanging from the overhead crane straight from the furnace manifolds are Pour No 2,3,4. We need the Higher Temp and a PURE Metal Fill. Hence the 1st pouring will always have some small impurities on the Top.
Back to Working with WOOD and a Shrink Rule LOL CAT 8C20 Heatbox
CM

Back to Working with WOOD and a Shrink Rule LOL CAT 8C20 Heatbox
CM
Attachments:
The following user(s) said Thank You: steeltracs, Texasbest
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250349
by Catman
Replied by Catman on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
The morning after the Pour. Using the overhead crane and chains to remove the weights and steel girders. Out of the Sand Pit to the Knock Out Area. Yeap using a Sledge Hammer to remove the Sand to Find the Raw Casting. Then using a Small hammer. Hammer the Casting to break up the sand inside the core jacket and Poke about inside the Core Holes to get sand out. Then Load into Shot Blaster. Fettling Up with a Grinder then Machining Up. Followed by a Pressure Test on the inner core to check ALL GOOD. High Temp Alu Foundry Furnace Coating. Box up.
CM



CM
Attachments:
The following user(s) said Thank You: steeltracs
Please Log in or Create an account to join the conversation.
1 year 5 months ago #250351
by chuckb
Replied by chuckb on topic CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
Cat Cave castings are the Best quality ever pattern making is truly painstaking work my dad was a pattern maker and he would talk about his workto be able to make the pattern for the mold and have to size it for the shrink of the molten iron his work was always to plus or minus one thousandth of an inch he would hand sand the piece by hand
Please Log in or Create an account to join the conversation.
- Forum
- Antique Caterpillar Machinery Owners Club
- DISCUSSION
- CAT-CAVE Order to Cat INC Inlet Manifolds for Restoration CAT USA HQ Projects
Time to create page: 0.230 seconds
ACMOC
Antique Caterpillar Machinery Owners Club
1115 Madison St NE # 1117
Salem, OR 97301
support@acmoc.org
Become a Member!
"I became a member recently because the wealth of knowledge here is priceless."
- Chris R
"I also joined a year ago. had been on here a couple of times as a non-member and found the info very helpful so I got a one year subscription (not very expensive at all) to try it out. I really like all the resources on here so I just got a three year. I think its a very small price for what you can get out of this site."
- Jason N