- Posts: 17
- Thank you received: 8

ACMOC Membership Benefits
- FREE quarterly magazine filled with content about antique Caterpillar machines
- FREE classified listings
- ACMOC store discounts and specials
- Full Bulletin Board Access
- Marketplace (For Sale/Wanted)
- Technical Library
- Post attachments
$44 /year ELECTRONIC
$60 /year USA
$77 /year International
Repairing governor flange
- Dirtbiker1824
-
 Topic Author
Topic Author
- Offline
- New Boarder
- Member
Less
More
2 years 8 months ago #236257
by Dirtbiker1824
Repairing governor flange was created by Dirtbiker1824
Hello all,
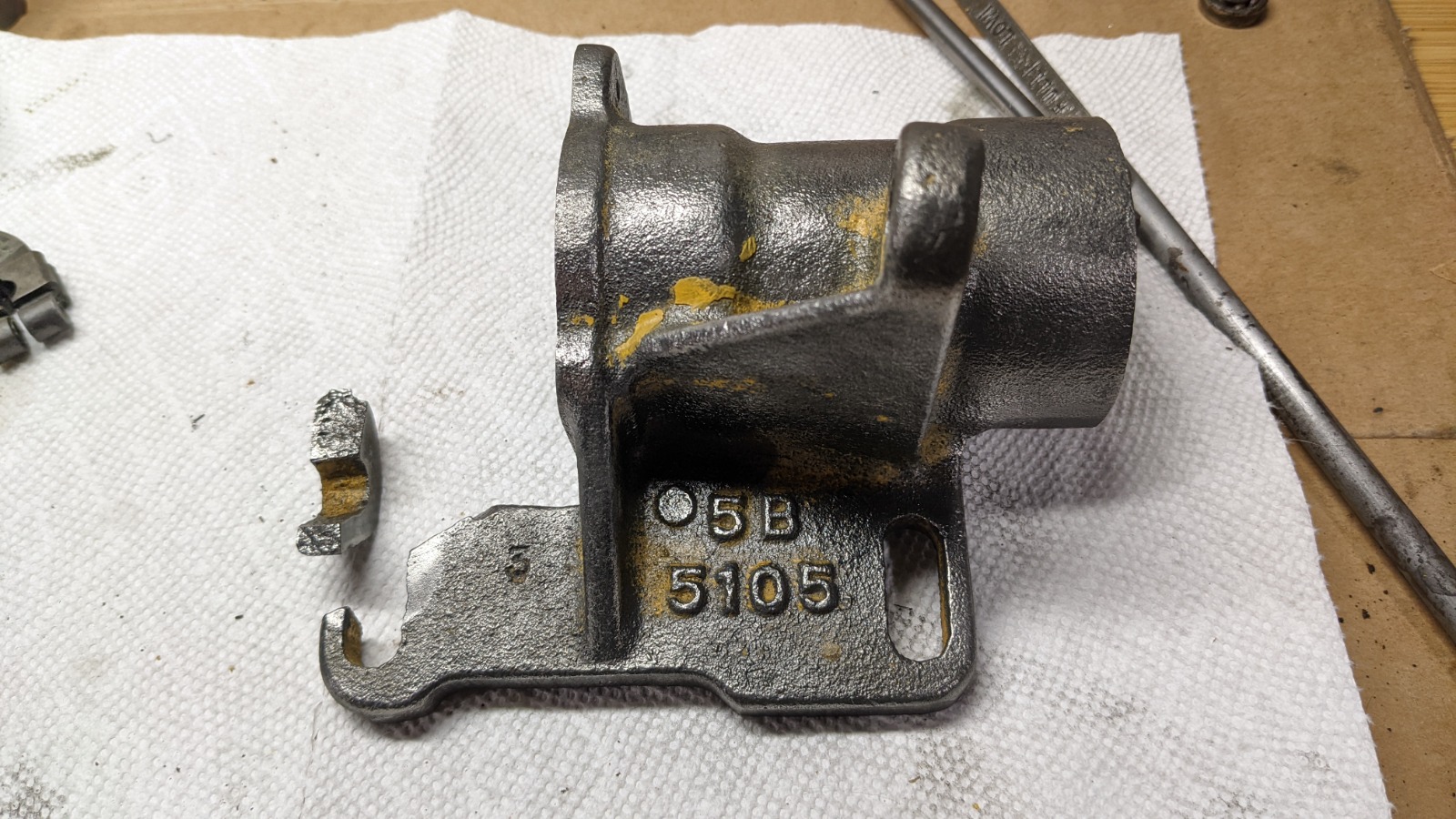
I have a cracked flange on a D4 pony motor, P/N 5B5105, and I was curious what the best repair method would be. I've seen some people say that it's cast iron, but it looks more like a steel to me so welding might be better than brazing. What are your thoughts here?
Thanks,
Mike
I have a cracked flange on a D4 pony motor, P/N 5B5105, and I was curious what the best repair method would be. I've seen some people say that it's cast iron, but it looks more like a steel to me so welding might be better than brazing. What are your thoughts here?
Thanks,
Mike
Attachments:
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
2 years 8 months ago #236268
by Deebo
Replied by Deebo on topic Repairing governor flange
Hi Mike, your message was stuck in edit mode so I’ve restored it. The experts should be able to chime in now and help you out!
Regards,
Tony
Regards,
Tony
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
2 years 8 months ago #236270
by Steve A
Replied by Steve A on topic Repairing governor flange
I have has good luck using 7018 SMAW on larger castings on the old cats, a TIG welder would be very handy for a small item like that, of course grind / v out the brakes and fill, Preheating part to 200F before welding and air cool when your done.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
- trainzkid88
-

- Offline
- Platinum Boarder
- Member
Less
More
- Posts: 2126
- Thank you received: 791
2 years 8 months ago #236274
by trainzkid88
Replied by trainzkid88 on topic Repairing governor flange
cast iron /cast steel the best method is bronze welding with a oxy-torch soak the part is water based degreaser for a day or 2 rinse well, vee out the joint and bronze it up not it must be preheated first so "borrow" the oven and heat it to around 150 to 200 deg celcius for at least a hour before trying to weld. it will also need slow cooling so a steel bucket or a old drum filled with dry sand dig suitable hole and light a fire in hole to preheat the hole this can be burning while you weld. bury the part in the heated sand and let cool for a couple of days
grind and file the weld so its only just proud of the surface and hose no sharp edges it should last for decades.
the preheat helps prevent cracking and also help dry and pull impurities from the metal. the slow cooling prevent post cracking.
you can use flux coated or plain rods with flux flux coated are easier to work with available in a handy pack for those small jobs
grind and file the weld so its only just proud of the surface and hose no sharp edges it should last for decades.
the preheat helps prevent cracking and also help dry and pull impurities from the metal. the slow cooling prevent post cracking.
you can use flux coated or plain rods with flux flux coated are easier to work with available in a handy pack for those small jobs
The following user(s) said Thank You: Fat Dan, Shaban1983
Please Log in or Create an account to join the conversation.
- Shaban1983
-

- Offline
- Senior Boarder
- User
Less
More
- Posts: 42
- Thank you received: 30
2 years 8 months ago #236275
by Shaban1983
Replied by Shaban1983 on topic Repairing governor flange
I'd just put a metal plate under it with correct holes, and use countersunk screws to connect metal plate to the casting.
Or use bronze brazing.
Arc welds in cast iron do tend to crack
Or use bronze brazing.
Arc welds in cast iron do tend to crack
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
2 years 8 months ago #236276
by restore49
Replied by restore49 on topic Repairing governor flange
Everything trainzkid88 said is right on the money - Nicad DC welding or stainless can cause stress cracks. If you heat with wood can use nice warm ashes to imbed piece in.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.

2 years 8 months ago #236278
by jbernd56
Replied by jbernd56 on topic Repairing governor flange
While you have everything apart, check the shaft and pully. Some of those were made out of balance and that what causes the ear to break. Some have put the pully on the lath and ground out the inside where the weights are to even it up.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.

2 years 8 months ago #236281
by Rome K/G
Replied by Rome K/G on topic Repairing governor flange
I might have a good used housing if you want one.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
- NickyWalnuts
-
- Offline
- Premium Boarder
- Member
Less
More
- Posts: 87
- Thank you received: 66
2 years 8 months ago #236288
by NickyWalnuts
Replied by NickyWalnuts on topic Repairing governor flange
To determine cast iron or cast steel, hit it with a regular angle grinder and pay attention to the color of the sparks it throws. Bright yellow is steel. The duller orange/red will be iron.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
- NickyWalnuts
-
- Offline
- Premium Boarder
- Member
Less
More
- Posts: 87
- Thank you received: 66
2 years 8 months ago #236289
by NickyWalnuts
Replied by NickyWalnuts on topic Repairing governor flange
If it’s cast iron and you choose to Ni-rod, first research the proper blend to use. One blend is extremely hard and not very machinable. You may want to grind the welds afterward and you’ll cuss yourself if you use that one. The machinable blend is plenty strong enough for what you are doing. Once you finish grinding your welds smooth, and the workpiece is still fairly hot, hit it with a needle scaler. It will relieve the stress. And it will actually disguise your repairs by adding dimples to the surface to look like the roughness of the original casting.
If it’s cast steel, same concept with the needle scaler to disguise your repair.
Good luck.
If it’s cast steel, same concept with the needle scaler to disguise your repair.
Good luck.
The following user(s) said Thank You: Fat Dan
Please Log in or Create an account to join the conversation.
Time to create page: 0.160 seconds
ACMOC
Antique Caterpillar Machinery Owners Club
1115 Madison St NE # 1117
Salem, OR 97301
support@acmoc.org
Become a Member!
"I became a member recently because the wealth of knowledge here is priceless."
- Chris R
"I also joined a year ago. had been on here a couple of times as a non-member and found the info very helpful so I got a one year subscription (not very expensive at all) to try it out. I really like all the resources on here so I just got a three year. I think its a very small price for what you can get out of this site."
- Jason N