- Posts: 567
- Thank you received: 117

ACMOC Membership Benefits
- FREE quarterly magazine filled with content about antique Caterpillar machines
- FREE classified listings
- ACMOC store discounts and specials
- Full Bulletin Board Access
- Marketplace (For Sale/Wanted)
- Technical Library
- Post attachments
$44 /year ELECTRONIC
$60 /year USA
$77 /year International
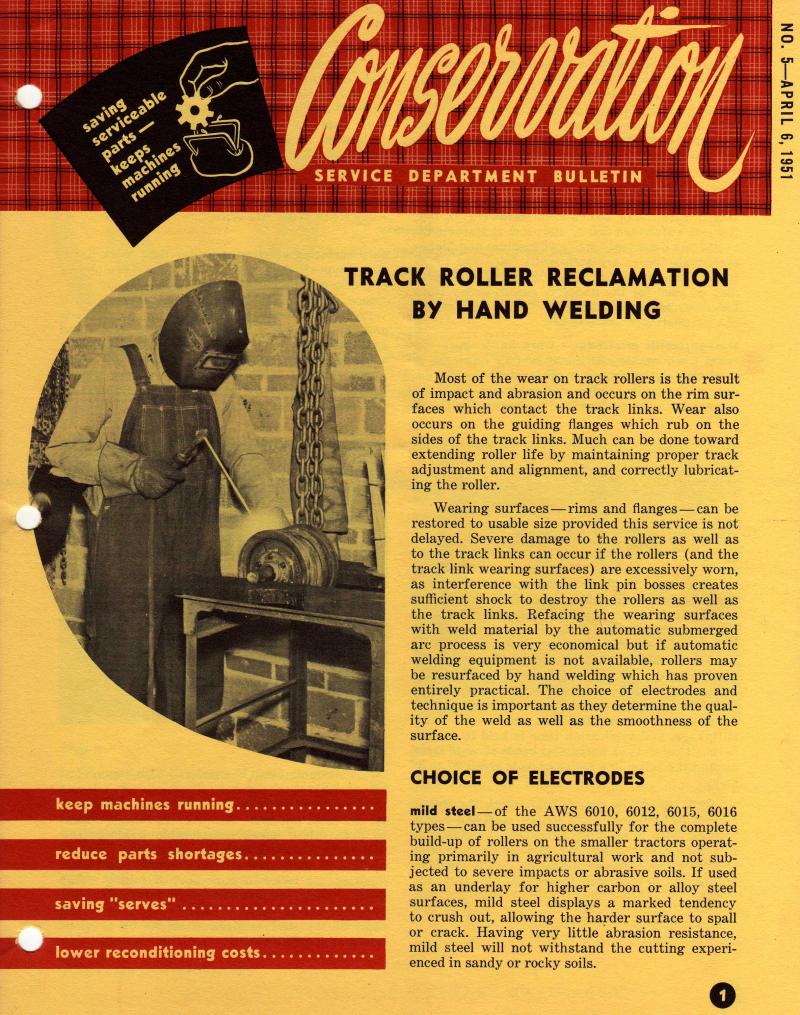
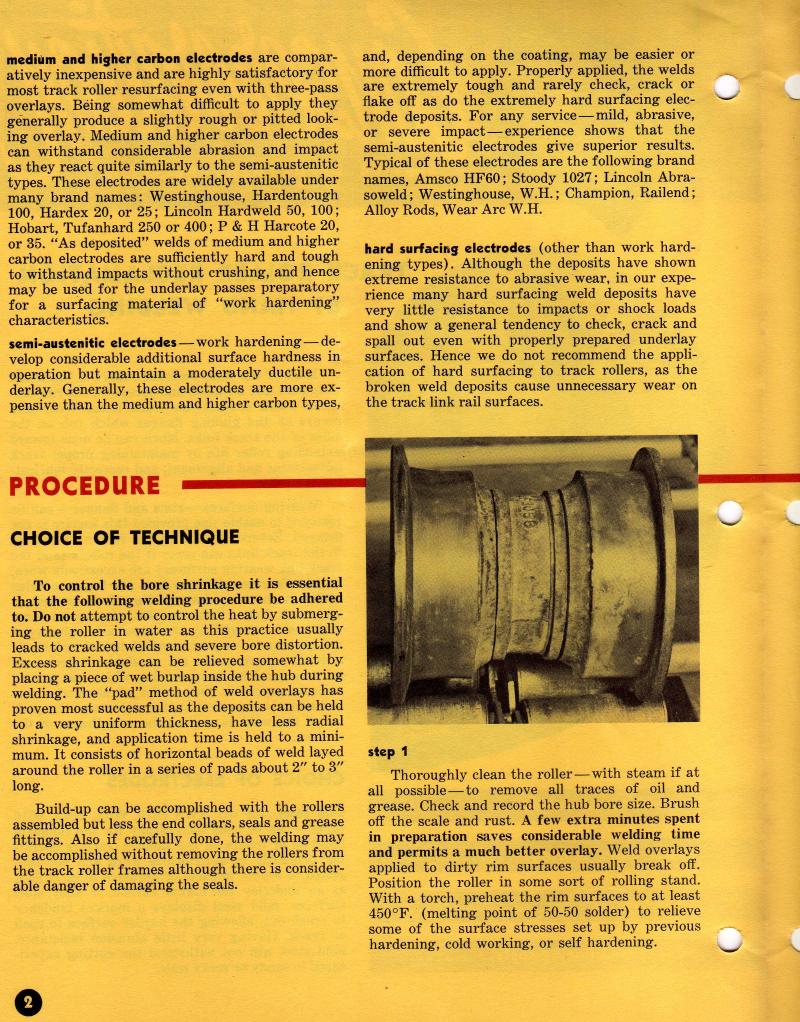
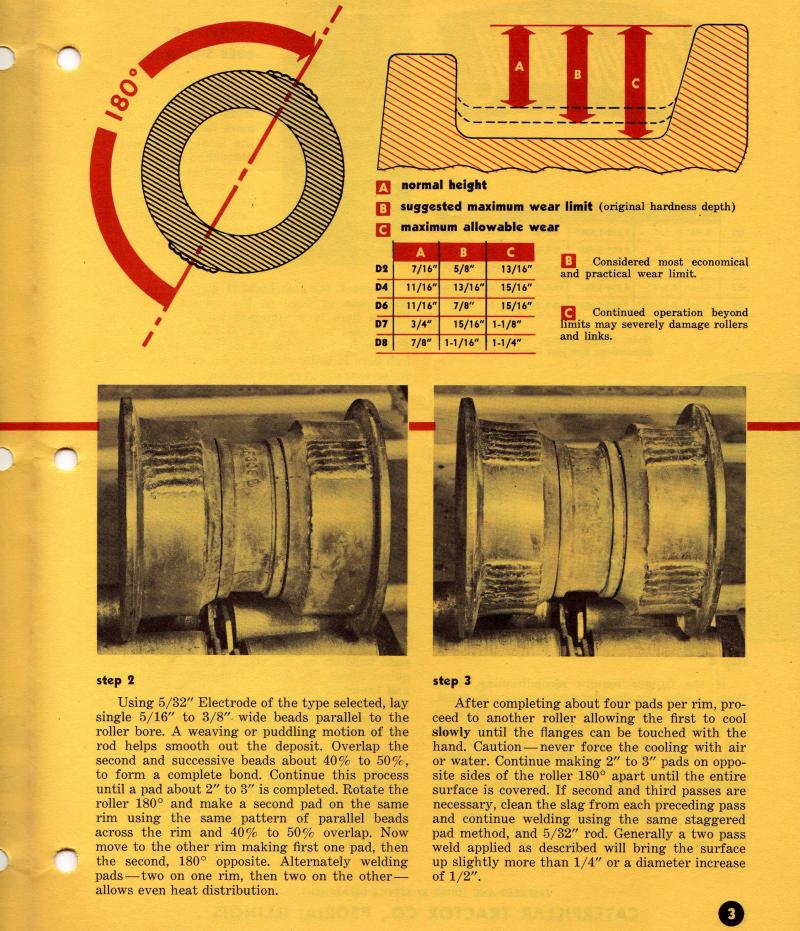
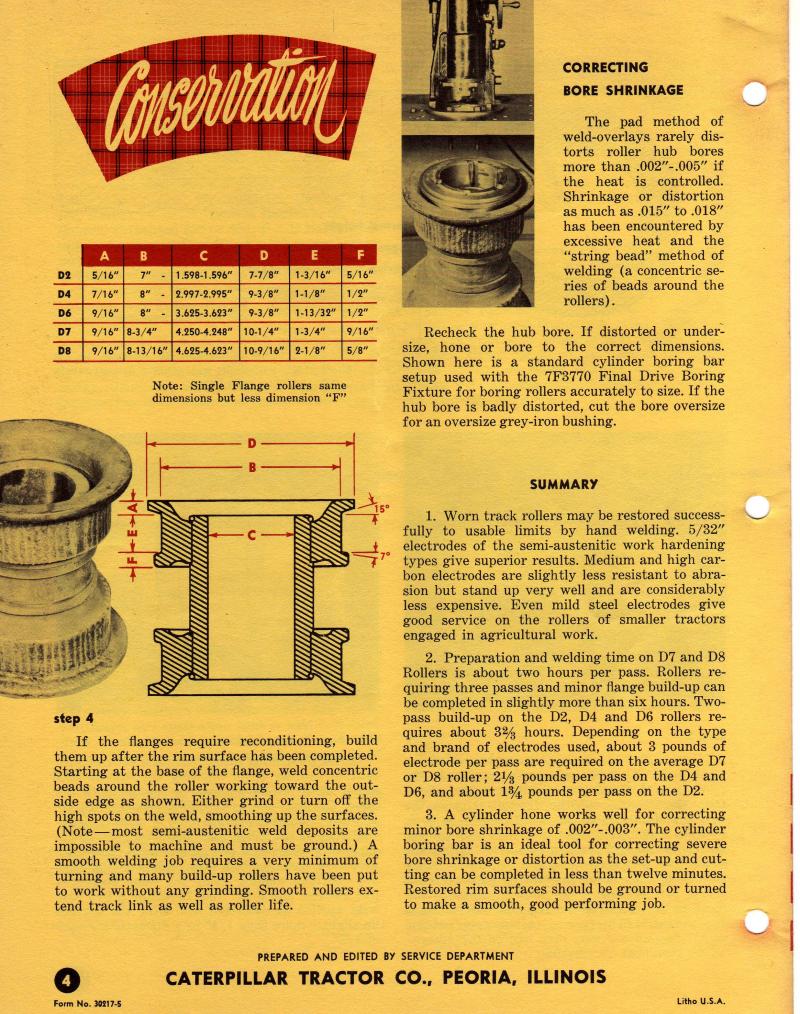
Build up of bottom rolls by welding
- naylorbros
-

- Offline
- Platinum Boarder
- Member
Less
More
3 years 7 months ago #227395
by naylorbros
Replied by naylorbros on topic Build up of bottom rolls by welding
I have really liked the Linclon BU series rods for what roller build up I have done. I used my torch with a rose bud to do the preheat and had a infrared thermometer to check my preheat and my interpass temps. The Sixty rollers that I did were large enough that the interpass temps were good by the time I had burnt one rod, chipped the slag off and then wire brushed the weld with the angle grinder before the next pass. I had them mounted on a welding positioner that turned them so all I had to do was feed the rod. I could not find a picture of the welding process but did find a picture of a finished roller after lathe work.
Please Log in or Create an account to join the conversation.

3 years 7 months ago #227397
by hfdzl
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Replied by hfdzl on topic Build up of bottom rolls by welding
Ya, thanks. I had built a roller drive machine to weld rollers long ago. I actually did those wrong by going straight line around the circumference. But all work out it was a show tractor so not many hours traveling.This set I am going by Cat restore bulletins which I didn't have long ago.
Herb
Herb
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Please Log in or Create an account to join the conversation.

3 years 7 months ago #227398
by kittyman1
always dropping GOLD, all you have to do is just pick it UP !
Replied by kittyman1 on topic Build up of bottom rolls by welding
-so what was the actual preheat number in F before applying weldment?
-do you think 7018 or 6010 electrode would give satisfactory results, durability, etc...?
-so it's recommended to weld side to side on the tread portion of the roller and work your way around the diameter?
-do you think 7018 or 6010 electrode would give satisfactory results, durability, etc...?
-so it's recommended to weld side to side on the tread portion of the roller and work your way around the diameter?
always dropping GOLD, all you have to do is just pick it UP !
Please Log in or Create an account to join the conversation.
3 years 7 months ago - 3 years 7 months ago #227399
by hfdzl
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Replied by hfdzl on topic Build up of bottom rolls by welding
These are the Cat service bulliten that are here on the website
Herb
Herb
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Attachments:
Last edit: 3 years 7 months ago by hfdzl.
Please Log in or Create an account to join the conversation.
- naylorbros
-
- Offline
- Platinum Boarder
- Member
Less
More
- Posts: 567
- Thank you received: 117
3 years 7 months ago #227419
by naylorbros
Replied by naylorbros on topic Build up of bottom rolls by welding
One of the reasons that I had no problem going around the circumference was in later years of you took your rollers into a Cat dealer or any track shop the build up would have been done by submerged arc welding that ran around the circumference of the roller and not across the roller. How the heat transfer and shrinkage would be different between the submerged arc and the stick I do not know.
Onto 7018 and 6011. The first few rollers I built up for a PS Thirty I did with 7018 and have had no problem with it. That being said it is not a high use machine. What I have been told is that in normal or high use machines is that it will not last long. Now if I remember the instructions from the BU series rods they do not recommend building up over two layers thick using BU rods. The recommendation for more than two layers was to do the base layer build up with a rod like 7018 and then put the BU rod layers over the top of that.
Onto 7018 and 6011. The first few rollers I built up for a PS Thirty I did with 7018 and have had no problem with it. That being said it is not a high use machine. What I have been told is that in normal or high use machines is that it will not last long. Now if I remember the instructions from the BU series rods they do not recommend building up over two layers thick using BU rods. The recommendation for more than two layers was to do the base layer build up with a rod like 7018 and then put the BU rod layers over the top of that.
Please Log in or Create an account to join the conversation.
3 years 7 months ago #227424
by hfdzl
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Replied by hfdzl on topic Build up of bottom rolls by welding
Well that is what I thought. The ones I did long ago I used the machine I built and wire feed going on the circumference. These D2 rolls seem to have the shafts pressed in., so I don't really know the answer.
Herb
Herb
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Please Log in or Create an account to join the conversation.
3 years 7 months ago #227433
by edb
Replied by edb on topic Build up of bottom rolls by welding
Hi Team,
as naylorbros said above, at the Dealer we used submerged arc to do the rollers and idlers.
With the rollers the inner bore has to be resized afterwards or else the bearing cages get extra crush due to the roller bore shrinkage and I have seen them pick up and gouge out the roller bore and crack the cages when the un-initiated tried to reassemble or disassemble them when the shaft did not turn afterwards.
Cheers,
Eddie B.
as naylorbros said above, at the Dealer we used submerged arc to do the rollers and idlers.
With the rollers the inner bore has to be resized afterwards or else the bearing cages get extra crush due to the roller bore shrinkage and I have seen them pick up and gouge out the roller bore and crack the cages when the un-initiated tried to reassemble or disassemble them when the shaft did not turn afterwards.
Cheers,
Eddie B.
Please Log in or Create an account to join the conversation.
- trainzkid88
-
- Offline
- Platinum Boarder
- Member
Less
More
- Posts: 2126
- Thank you received: 791
3 years 7 months ago #227440
by trainzkid88
Replied by trainzkid88 on topic Build up of bottom rolls by welding
this is part of the reason a friend of dads has a old electric oven mounted under the bench. need to preheat a small is part before welding you can. need to heat a bearing or sleeve that shrink fits on a shaft you can and its temp controlled and bonus no flame and no gas bills. yes big pieces and high temps would require flame or induction heaters(nice, but very pricey). you could "borrow" the oven in the kitchen just dont get caught.
my suggestion is run the rod on its lowest recommended amperage less heat less problems. its also a good idea to slow cool it too so bury it in dry sand or dirt after lighting a fire in the hole to warm the sand.
my suggestion is run the rod on its lowest recommended amperage less heat less problems. its also a good idea to slow cool it too so bury it in dry sand or dirt after lighting a fire in the hole to warm the sand.
Please Log in or Create an account to join the conversation.
- trainzkid88
-
- Offline
- Platinum Boarder
- Member
Less
More
- Posts: 2126
- Thank you received: 791
3 years 7 months ago #227442
by trainzkid88
6011 is just a basic type flux mild steel rod
stick has higher heat transfer as it is slower being a manual process the sub arc is automated in most cases and is quicker more even travel speed so the heating is more even.
yes very important to ream or skim the bores to the correct size after welding as the bores could even be ovalled by the heat. if the heat or cooling was uneven.
what could help is to have it on a rotating table. i saw a video a while back of a bloke welding pipe flanges he had it on a rotary table that was grounded to the work lead on his welder via a carbon brush setup underneath and he just worked a foot control to run it while he laid down nice neat passes it was even variable speed control dial on the gearbox
Replied by trainzkid88 on topic Build up of bottom rolls by welding
7018 is just a high grade mild steel hydrogen controlled rod so less prone to cracking. yes its recconmended with some hardfacing rods to have a buffer layer of low hydrogen or stainless steel rod underneath the hard face as it is hard and somewhat brittle.How the heat transfer and shrinkage would be different between the submerged arc and the stick I do not know.
Onto 7018 and 6011. in normal or high use machines is that it will not last long.
6011 is just a basic type flux mild steel rod
stick has higher heat transfer as it is slower being a manual process the sub arc is automated in most cases and is quicker more even travel speed so the heating is more even.
yes very important to ream or skim the bores to the correct size after welding as the bores could even be ovalled by the heat. if the heat or cooling was uneven.
what could help is to have it on a rotating table. i saw a video a while back of a bloke welding pipe flanges he had it on a rotary table that was grounded to the work lead on his welder via a carbon brush setup underneath and he just worked a foot control to run it while he laid down nice neat passes it was even variable speed control dial on the gearbox
Please Log in or Create an account to join the conversation.
3 years 7 months ago - 3 years 7 months ago #227468
by hfdzl
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Replied by hfdzl on topic Build up of bottom rolls by welding
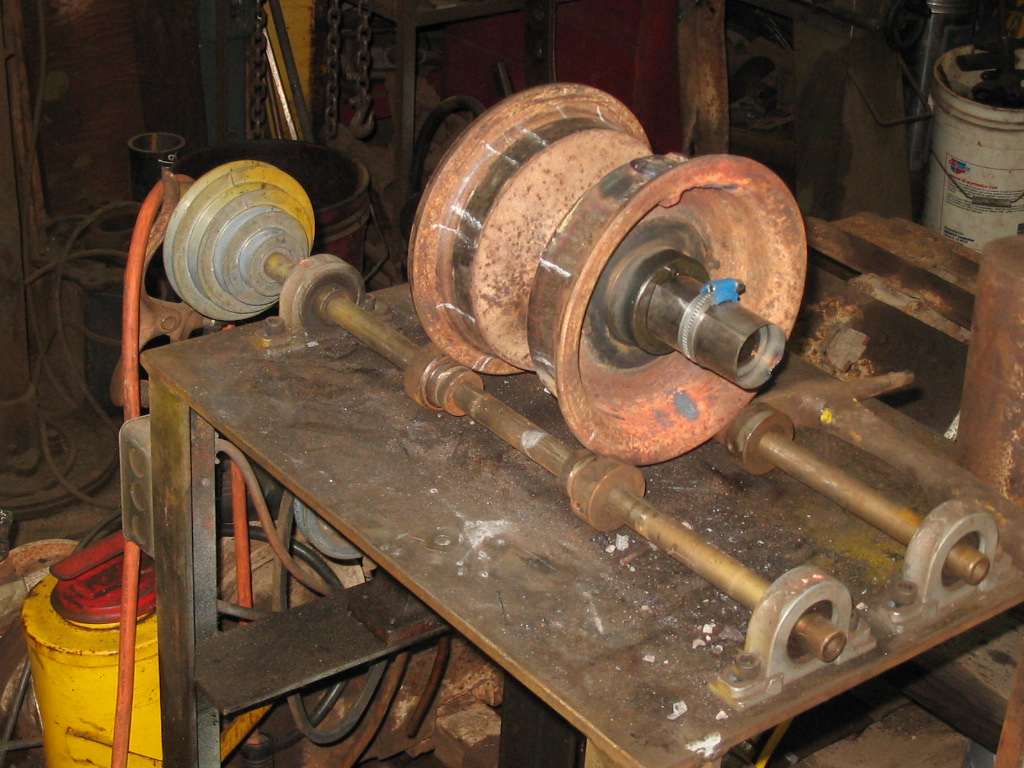
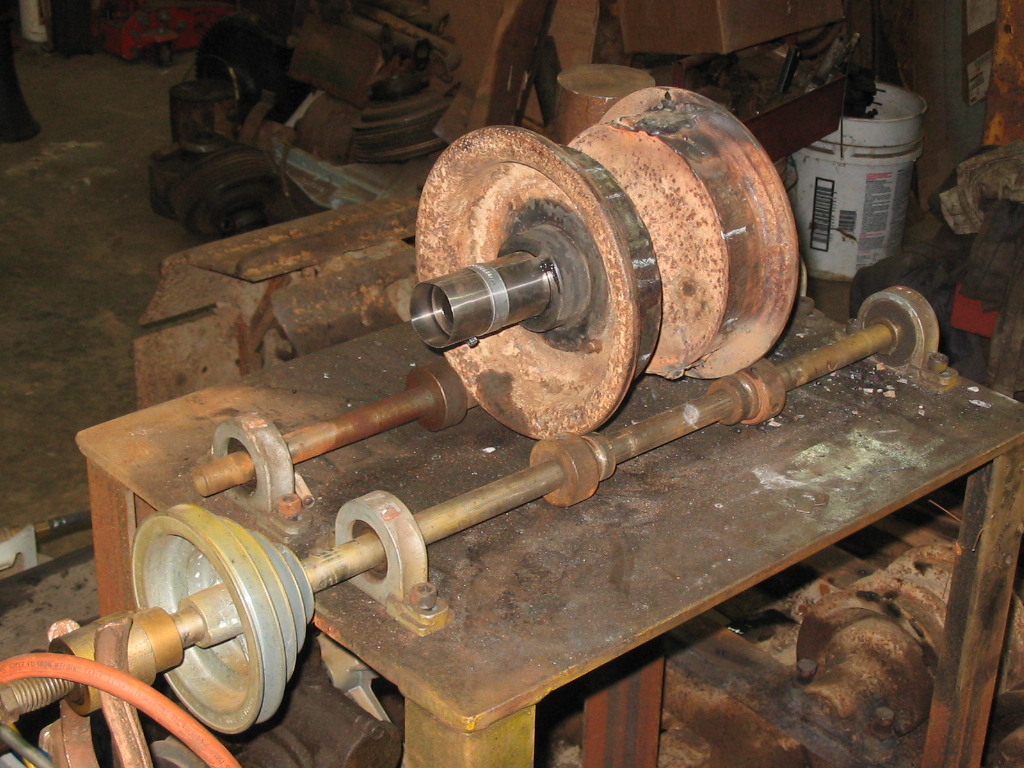
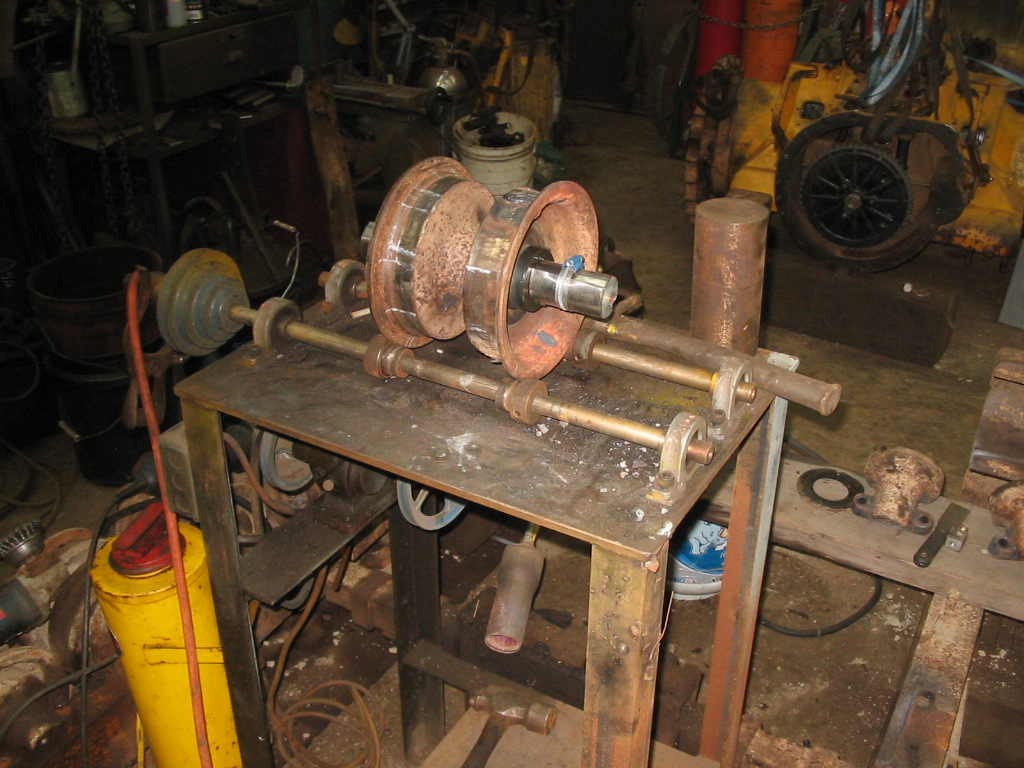
This is the stand that I built and used over the years. All I need now is the Submerged arc welder! This is shown on pg.99 of Service tools 1955.
Thanks Herb
Thanks Herb
R2 5E3562 SP U.S.A. W.9151
R2 5E3563 SP U.S.A. W.9152
Attachments:
Last edit: 3 years 7 months ago by hfdzl.
Please Log in or Create an account to join the conversation.
Time to create page: 0.191 seconds
ACMOC
Antique Caterpillar Machinery Owners Club
1115 Madison St NE # 1117
Salem, OR 97301
support@acmoc.org
Become a Member!
"I became a member recently because the wealth of knowledge here is priceless."
- Chris R
"I also joined a year ago. had been on here a couple of times as a non-member and found the info very helpful so I got a one year subscription (not very expensive at all) to try it out. I really like all the resources on here so I just got a three year. I think its a very small price for what you can get out of this site."
- Jason N